全自动大包装重膜包装机
设备说明
FFS即:截底成型(form)→包装线自动灌装(fill)→袋口封合(seal)。这台FFS全自动大包装重膜包装机是我公司针对石油化工,塑料粒子、肥料、饲料等颗粒料行业专门研发的新型包装设备。整机工作过程效率高,运行速度快。下图是机器各主要部件结构及功能示意:
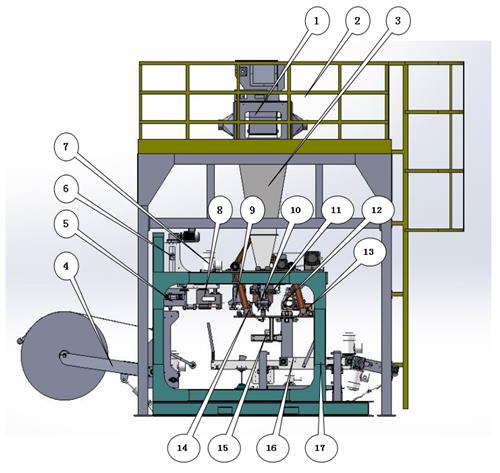
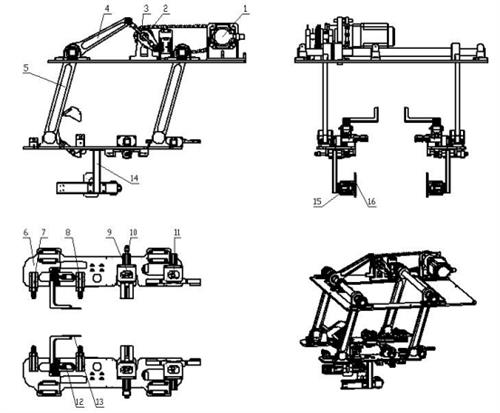
全自动大包装重膜包装机主要功能模块名称及位置图
1-定量包装秤 2-平台及护栏 3-下料通道 4-供膜机构 5-角封机构 6-袋长补偿机构 7-拉膜机构 8-底封机构 9-开袋机构 10-夹袋缩口机构 11-料门机构 12-上封机构 13-上封冷却机构 14-主摆臂机构 15-推袋机构 16-立袋输送系统 17-主机机架
整机各个机构简介:
1.供膜机构:
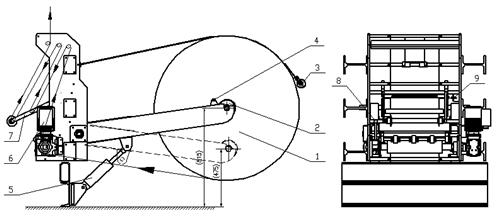
1-膜卷 2-气涨轴 3-刹车辊 4-换膜提示光电 5-液压缸 6-供膜电机
7-绕膜摆杆 8-泄压手柄 9-供膜电机触发光电
供膜机构由供膜电机与压轮组提供足够的动力,将膜卷展开,存储在绕膜滚筒间。当后端拉膜牵引力将绕膜摆杆上提脱离“供膜电机触发光电”检测的位置时,供膜电机开始启动持续展开膜卷,直至绕膜摆杆下降到“供膜电机触发光电”检测的位置时停止供膜。
换膜操作说明:
(1)当膜卷即将耗尽时,换膜提示光电给PLC输入信号,控制主机停止运转,提示需要换膜;
(2)换膜时将液压泵打开,按下托膜下降,膜架在液压缸的带动下下降到低位;
(3)将气涨轴内空气放出,插入新膜卷,注意参照标尺对中,然后向气涨轴充气锁紧;
(4)将新膜卷推至膜架轴承槽正上方,注意左右居中,然后按下托膜上升至膜卷脱离地面,关闭液压泵。
(5)用胶带将新旧膜卷的正反两面粘牢,注意观察接缝所到达的位置,当此接缝处在刚制出的一条袋子中时,请停机人工去除该条袋子。
(6)请按图示箭头所指方向穿膜,穿膜时推动泄压手柄,打开压轮与供膜主动辊,当膜卷穿好后,推回泄压手柄。将刹车辊按图示方向压紧膜卷。
2.角封机构:
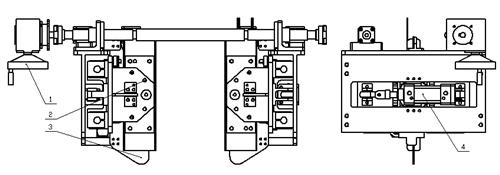
1-间距调节把手 2-V型角封块 3-导膜板 4-气缸
角封机构是根据客户的需要或者包材的特性设计。针对一些比较厚的折边“M”型(4层)袋子,同时包装速度要求比较高的客户,需要加装该机构。该机构内含有两组V型封块,在两组气缸分别驱动下,完成由4层热封变成2层热封,以提高封口强度和封口速度。
操作说明:
(1) 膜卷M边需分开从导膜板穿过;
(2) 对于膜卷宽度规格不同时,可转动间距调节把手,使M边底部接近导膜板侧边。
3.袋长补偿机构
1-减速电机 2-补偿滚筒 3-升降丝杆
袋长补偿机构是根据是否装配角封机构选装的机构,如果该机型配置了角封机构,那么该机型就必须装有袋长补偿机构。该机构是用于在一定范围内,制成不同长度的袋子时,来补偿从角封位置到底封位置这一段储膜长度,该储膜长度为当前制袋长度的整数倍。
该机构通过程序控制,当制膜长度参数改变时,电机带动升降丝杆转动,使补偿滚筒向上或向下移动,来增加或减少储膜长度。
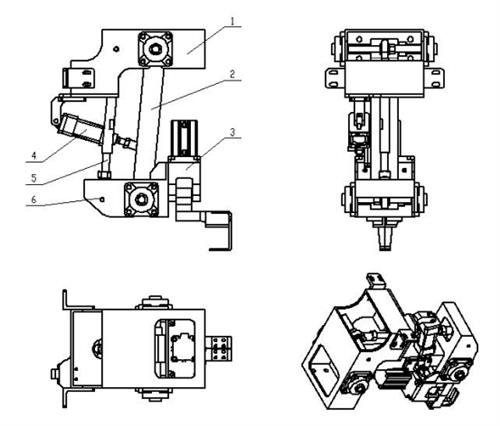
4.拉膜机构
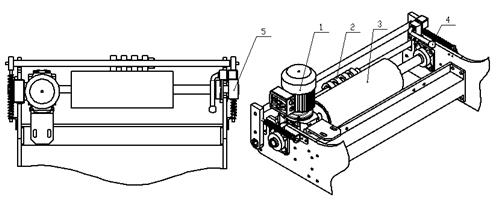
1-减速电机 2-压轮 3-拉膜主动辊 4-泄压手柄 5-编码器
拉膜机构是制袋主要机构,该机构通过减速电机在变频器与编码器的控制下,完成定长拉膜制袋。膜卷从前端袋长补偿滚筒过来,经过拉膜主动辊与压轮之间,由两端拉簧提供足够的压紧力。制袋长度可在触摸屏上设定。
穿膜时将泄压手柄推开,膜卷从拉膜主动辊与压轮之间缝隙下去,然后拉回泄压手柄,使拉膜主动辊与压轮贴合压紧。压紧力可通过两侧拉簧调节。
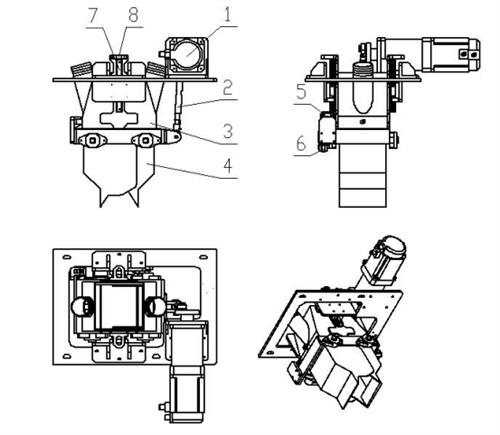
5.开袋机构
1-升降气缸 2-开袋气缸 3-真空吸盘
开袋机构:由底封工位制好的空袋,随夹爪1传递到该工位时,升降气缸伸出(初始位为缩回)—开袋气缸缩回(初始位为伸出)—真空泵打开—开袋气缸伸出—真空吸盘吸开袋口—夹爪2闭合—旋转套袋插入—真空泵断开—真空破坏阀打开吹气—升降气缸缩回;如此循环开袋。
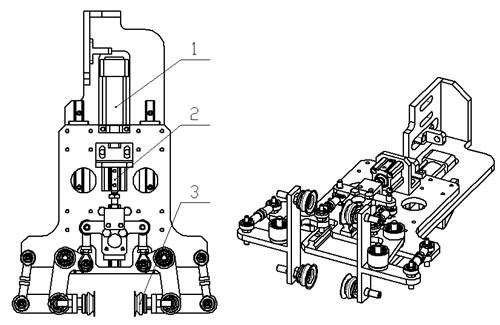
6.底封机构
1-挂板 2-导向板 3-框架板 4-底封夹紧气缸 5-轴承座单元 6-导轴
7-封口气缸 8-拉簧 9-滑动夹块 10-热合滑块 11-切刀 12-固定夹块 13-热合固定块 14-加热丝张紧单元
拉膜机构向下供膜,将称量物料所需长度卷膜送至滑动夹块(9)与固定夹块(12)之间,拉膜电机停止拉膜,该机构中底封夹紧气缸(4)推动滑动夹块(9)与固定夹块(12)夹紧所送卷膜,然后封口气缸(7)推动装有切刀(11)和加热丝的热合滑块(10)动作,切断卷膜成型,并将下一个袋子的袋底部分封口。封口完毕,封口气缸(7)复位,底封夹紧气缸(4)复位。
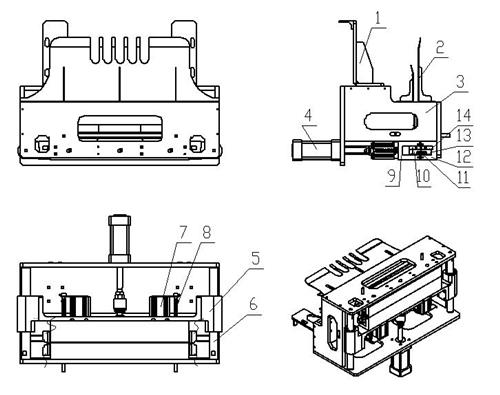
7.料门机构
1-伺服电机 2-拉杆 3-料仓 4-闸门 5-闸门气缸 6-闸门连杆单元
7-料仓导轨 8-防托板
摆臂机构(1.2.11)将袋口开好的袋子摆送到该工位后,该机构中伺服电机(1)驱动偏心轮拉动连杆(2)带动料仓(3)在料仓导轨(7)方向下降,再由夹袋缩口(1.2.10)将袋口向内收缩定值后,闸门气缸(5)通过闸门连杆单元(6)撑开闸门实现下料。下料完毕,伺服电机(1)驱动偏心轮拉动连杆(2)带动料仓(3)在料仓导轨(7)方向上升,闸门闭合。
8.上封机构
1-固定座 2-夹紧气缸 3-摆臂 4-副摆臂 5-连接块 6-摆动封块
7-加热丝张紧单元 8-封口气缸 9-拉簧 10-固定夹块 11-滑动封块
摆臂机构(1.2.11)将装好物料的袋子摆送到该工位后,该机构中夹紧气缸(2)带动摆臂(3)间接带动摆动封块(6)与固定夹块(10)夹紧上袋口,封口气缸(8)推动滑动封块(11)热合上袋口,完成上封口。封口气缸(8)复位,夹紧气缸(2)复位。
9.上封冷却机构
1-转动气管 2-固定气管 3-驱动气缸 4-驱动轴
摆臂机构(1.2.11)将上封完毕的袋子摆送到该工位后,该机构中驱动气缸(3)推动驱动轴(4)带动转动气管(1)与固定气管(2)夹合上封口,通断阀开启,通过转动气管(1)与固定气管(2)向袋口上封部分吹气,实现冷却功能。摆臂机构(1.2.11)复位,通气阀断开,驱动气缸(3)复位。
10.夹袋缩袋
1-上固定座 2-摆臂 3-夹爪单元 4-缩袋气缸 5-副摆臂 6-下固定座
摆臂机构(1.2.11)将开袋完毕的袋子摆送到下料工位,该机构中夹爪单元(3)动作夹持袋子的两侧,再由缩袋气缸将袋子两侧向中心移动定值以协调料门机构(1.2.7)中闸门(4)的开合
11.摆臂机构
1-伺服电机 2-中转臂 3-连杆 4-驱动臂 5-摆臂 6-摆臂大板 7-夹袋1
8-夹袋2 9-夹袋3 10-袋口拉平单元 11-夹袋4 12-旋转套袋气缸 13-插袋板 14-推袋架 15-推袋气缸 16-推袋板
该机构主要作用是传递底封机构(1.2.5)、开袋机构(1.2.6)、料门机构(1.2.7)以及上封机构(1.2.8)中各状态的袋子,使之往下工位流动,实现整机的功用。其中旋转套袋气缸(12)动作使插袋板(13)插入袋口开好的袋子,保持袋口开口状态,使料门机构(1.2.7)中闸门(4)有效的插入袋子。而袋口拉平单元(10)则是将由夹袋缩袋(1.2.10)中袋子两侧往中间移动的定值拉回(及把袋子拉平)以方便上封机构(1.2.8)更有效的封口。另外,推袋气缸则是辅助将装好物料的袋子推向上封机构(1.2.8),辅助保持袋口状态的同时减轻伺服电机(1)的摆动负载。
12.立袋输送机系统
11.小皮带驱动电机 2-小皮带输送机 3-间歇皮带驱动电机 4-间歇皮带输送机 5-托板 6-托板气缸 7-翻板气缸 8-吹气冷却管 9-涡轮丝杆升降机 10-升降驱动电机 11-倾角调节转动柄
立袋输送机系统由:袋底冷却—托袋震动—间歇输送—倾角输送四个功能机构组成,为适应不同袋长规格的调整,整个立袋输送平面可升降调整。
(1) 袋底冷却机构:当袋子完成底封后,袋子底边下垂至此工位处,翻板气缸动作将袋底部分按压在靠板之间,吹气冷却管由吹气阀控制吹气,对袋底封口进行冷却,冷却结束后翻板气缸动作将翻板打开。
(2) 托袋震动机构:当袋子移至该工位时,托板气缸缩回让袋底下沉,当物料填充时托板气缸伸出,并随物料填充上下震动2次,使物料能充实整个袋子。
(3) 间歇输送机:该机构完成填充后物料的移位功能,由间歇皮带驱动电机带动防滑皮带做步进运动。为配合包装速度的调整,间歇输送机由变频器控制电机转速,实现步进速度的匹配。
(4) 倾角输送机:该机构完成输出物料的功能,为适应不同袋长调整及后端输送线高度的需求,倾角输送机的输送角度可调整。调整是需人工转动倾角调节转动柄。
(5) 立袋输送平面高度的调整:由升降驱动电机带动两端涡轮丝杆升降机完成升降功能,用户可根据制袋长度,从操作屏重按下“托袋上升”或“托袋下降”来实现对高度的调节。

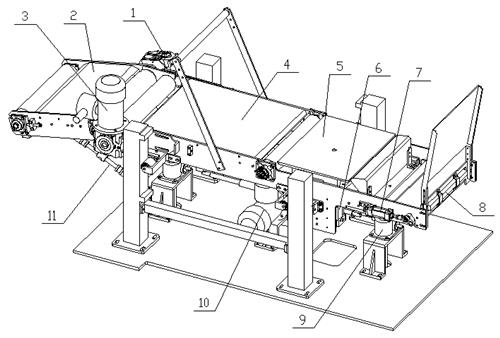
(全自动大包装重膜包装机-实物图)